En Aerotécnica comercializamos todo tipo de productos para el sector industrial pero también ofrecemos soluciones a problemáticas que pueden surgir durante el uso de algunos materiales y la puesta en práctica de algunas técnicas. Hablamos de corrosión por par galvánico y de todos los aspectos que se deben tener en cuenta.
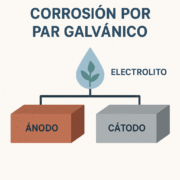
La corrosión galvánica se produce cuando dos metales diferentes entran en contacto y se exponen a un electrolito (agua salada, humedad…) permitiendo la conducción de corriente entre ellos. Cuando esto ocurre, uno de los metales se convierte en el ánodo (se corroe) y el otro en el cátodo (queda protegido). Desde Aerotécnica te contamos algunos ejemplos de pares galvánicos:
Aluminio + acero inoxidable.
Cobre + acero al carbono.
Latón + aluminio.
Cómo se evalúa el riesgo de par galvánico
Desde la marca PEM, que comercializamos en Aerotécnica, muestran en su web una tabla de potenciales galvánicos en la que los metales están ordenados desde los menos nobles (más susceptibles a corroerse) hasta los más nobles (menos susceptibles).
Cuanto más separados estén dos metales en esta escala, mayor será el riesgo de corrosión galvánica cuando se combinen. Además, la presencia de un electrolito o humedad es esencial para que el proceso se inicie.
Factores clave a tener en cuenta
Compatibilidad de metales. Evitar combinar metales con gran diferencia de nobleza, o al menos prever una protección si se hace.
Presencia de electrolitos. Tener en cuenta que la humedad, el agua y los ambientes agresivos o salinos favorecen la corrosión galvánica.
Aislamiento adecuado. Es fundamental separar eléctricamente los metales con aislantes o recubrimientos. Otra opción es evitar que queden en contacto directo en presencia de humedad.
Diseño consciente. Intentar que el metal menos noble quede en posición de ánodo y tenga suficiente masa y flujo para que no se corroa rápidamente, o hacer que esté protegido con recubrimiento o tratamiento.
Mantenimiento y ambiente. Verificar que no haya acumulación de humedad o electrolitos, corrosión local o depósitos que activen el par galvánico.
Implicaciones para fijaciones de chapa y metal
En el contexto de fijaciones metálicas (como insertos, tuercas insertables, etc.), este tema es muy relevante, ya que cuando se emplean distintos materiales (por ejemplo acero al carbono, acero inoxidable, latón o aluminio) en contacto directo o a través de recubrimientos, es fundamental, además de elegir la fijación adecuada,considerar la corrosión galvánica para asegurar la durabilidad del conjunto.
Si necesita más información sobre la corrosión por par galvánico, no dude en contactarnos y uno de nuestros comerciales le atenderá a la mayor brevedad de forma totalmente personalizada.
https://www.aerotecnica.es/wp-content/uploads/2025/11/ChatGPT-Image-20-nov-2025-10_41_58.png10241024Alba Alvarezhttps://www.aerotecnica.es/wp-content/uploads/2022/10/logo_aerotecnica-4.svgAlba Alvarez2025-12-09 08:00:442025-11-21 11:09:54Corrosión por par galvánico: Aspectos a tener en cuenta
Las guías telescópicas están diseñadas para ofrecer soluciones en múltiples casuísticas, ya que se adaptan a todas las medidas y tienen un alto nivel de resistencia. En Aerotécnica comercializamos la marca Accuride, la gama de guías telescópicas de mayor calidad del mercado.
Las guías telescópicas se utilizan en diferentes tipos de industrias que precisan materiales de acero inoxidable, como la naval o la alimentaria. Precisamente, estos sectores necesitan mecanismos que garanticen durabilidad, resistencia a la corrosión y capacidad para soportar condiciones extremas, como la exposición al agua salada y ambientes con alta humedad. Además es importante que resistan requerimientos de limpieza rigurosos, sin comprometer su funcionalidad, ni tampoco la seguridad alimentaria. En Aerotécnica comercializamos las guías telescópicas de la marca Accuride, uno de nuestros productos estrella.
Las guías telescópicas de la marca Accuride
Accuride ofrece una amplia gama de guías telescópicas de diferentes tamaños y formas que se adaptan a todo tipo de aplicaciones. Desde Aerotécnica agrupamos algunos consejos para elegir la más adecuada según carga y ciclo de trabajo. Es importante tener en cuenta los siguientes puntos:
Deslizamiento suave y fácil acceso. Accuride dispone de guías telescópicas de bolas con una fricción de movimiento muy baja, ideales para aplicarlas cuando se requiere ese deslizamiento suave. También dispone de guías de fricción, diseñadas para tener una mayor resistencia al movimiento con grandes cargas. Funcionan de manera fiable en entornos exigentes o con muchas aperturas y cierres. Son muy robustas y soportan un número elevado de ciclos.
Capacidad de carga. Es fundamental calcular el peso total que la guía deberá soportar, incluyendo todos los componentes móviles. En caso de duda, conviene optar por un modelo con una capacidad algo superior, lo que garantiza mayor estabilidad y vida útil.
Recorrido o extensión. La diferencia entre la longitud de una guía cerrada y una totalmente extendida se conoce como recorrido o extensión. Existen guías de extensión parcial, total o incluso que superan la longitud del propio carril (sobre-extensión). Según el uso que se le dará, se determinará si es necesario que el cajón o componente se desplace más o menos.
Acabados. El acero con recubrimiento de zinc es el estándar, pero también hay opciones en negro, blanco, acero inoxidable, aluminio y recubrimientos resistentes a la corrosión.
Distancia y tipo de montaje. Normalmente, las guías se prueban con la carga nominal indicada en el catálogo a una separación de 450 milímetros. Por otro lado, algunas guías no pueden montarse planas; las que sí lo permiten tienen una capacidad de carga reducida, tal como se especifica en la hoja técnica correspondiente.
Método de fijación. La mayoría de las guías están diseñadas para fijarse con tornillos, pero también hay modelos con anclajes de bayoneta, pensados para una instalación rápida en armarios metálicos. Estos anclajes también pueden usarse en muebles de madera a través de un accesorio tipo “tira escalonada” (ladder strip).
Funciones adicionales. Es importante tener en cuenta otros aspectos como un cierre suave, bloqueo, desconexión o retención. Detalles que mejoran la experiencia de uso y la seguridad.
¿No encuentra la guía que necesita?
Si desea más información sobre guías telescópicas, no dude en contactarnos y uno de nuestros comerciales le atenderá a la mayor brevedad de forma totalmente personalizada. Le ofrecemos asesoramiento y recomendaciones para realizar la mejor elección.
https://www.aerotecnica.es/wp-content/uploads/2025/10/Guia-telescopica-eleccion.png9491667Alba Alvarezhttps://www.aerotecnica.es/wp-content/uploads/2022/10/logo_aerotecnica-4.svgAlba Alvarez2025-10-28 08:00:092025-11-03 14:49:25Cómo elegir una guía telescópica según carga y ciclo de trabajo
En Aerotécnica ofrecemos las mejores soluciones para empresas de todos los sectores industriales que requieran fijaciones, elementos de unión o sistemas de guiado tanto en equipos metálicos como en plástico, madera o PCB.
Telecomunicaciones, informática, centros de control aeronáutico, automoción, equipos ferroviarios, iluminación, vehículos de emergencia, industria alimentaria, mobiliario doméstico, clínico y urbano. En Aerotécnica comercializamos productos para todos estos sectores que precisan desdeguías telescópicas hasta el ensamblaje de piezas o fijaciones insertables. Nos centramos en este último punto para resolver todos las dudas que todavía existen en la industria del acero sobre cómo elegir la mejor fijación insertable.
La mayoría de las veces, las empresas que necesitan una fijación insertable pretenden fijar componentes a una carcasa metálica delgada, donde no es posible hacer una rosca tradicional, ni usar tuercas sueltas. Las fijaciones insertables self-clinching ofrecen en este caso una solución confiable y eficiente. En este artículo, desde Aerotécnica mostramos cómo elegir la adecuada, paso a paso.
¿Qué es una fijación insertable?
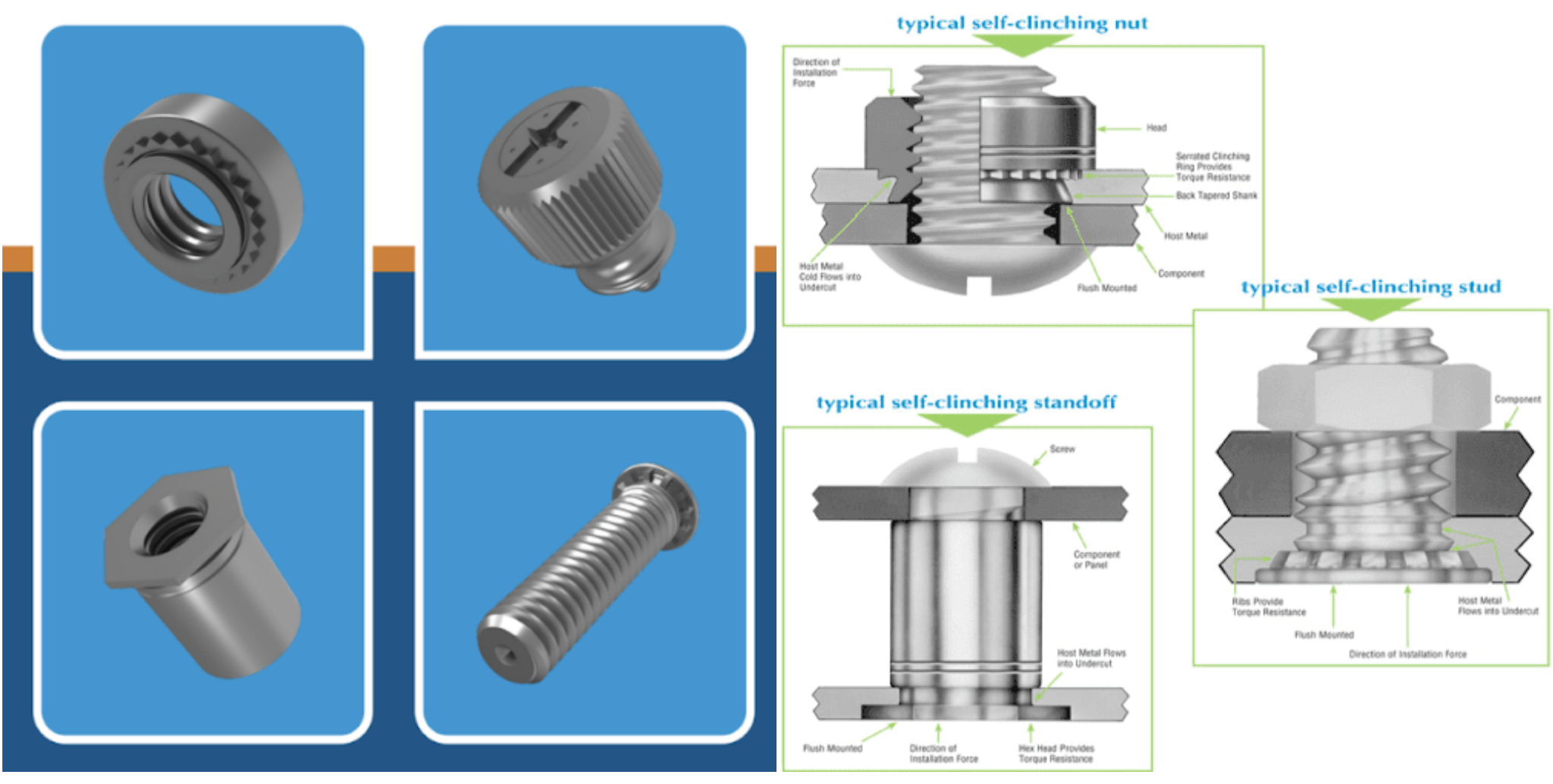
Una fijación insertable es un elemento metálico que se introduce en una pieza —normalmente de chapa o plástico— para crear un punto de unión resistente y permanente.
Durante el proceso de inserción, el material de la pieza fluye alrededor del anclaje, asegurando un enganche firme sin necesidad de soldaduras ni tornillos adicionales. Este sistema ofrece un montaje más limpio, reduce el número de componentes y mejora la fiabilidad del ensamblaje.
Factores a tener en cuenta antes de elegir un tipo de fijación insertable
Compatibilidad del material de la chapa (dureza).
Espesor mínimo aceptable.
Calidad del orificio (tolerancias, alineación).
Tipo de carga esperada (torque, fuerzas axiales).
Accesibilidad de los dos lados de la chapa.
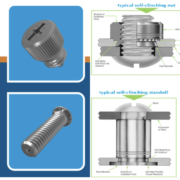
Tipos de fijaciones insertables
Existe una gran variedad de fijaciones insertables, según la función que cumplan en el montaje. Algunas de las más usadas son las tuercas, pernos, separadores, tornillos imperdibles:
Tuercas insertables. Se usan para crear roscas resistentes en chapas finas.
Pernos insertables. Permiten fijar componentes de forma fiable y ofrecen multitud de posibilidades en función del tipo de panel empleado.
Separadores insertables: Unen a la distancia deseada, paneles metálicos o paneles con circuitos impresos (PCB).
Tornillos imperdibles insertables: Son fijaciones cautivas que agilizan el montaje y desmontaje en equipos metálicos.
Desde Aerotécnica queremos hacer hincapié en el hecho de que no existe una “fijación universal”, sino que la correcta dependerá de muchos factores (material, carga, geometría). Si desea más información sobre este tipo de productos, no dude en contactarnos y uno de nuestros comerciales le atenderá a la mayor brevedad de forma totalmente personalizada.
https://www.aerotecnica.es/wp-content/uploads/2025/10/fijacion-insertable-ok.png10342048Alba Alvarezhttps://www.aerotecnica.es/wp-content/uploads/2022/10/logo_aerotecnica-4.svgAlba Alvarez2025-10-14 08:00:422025-11-03 14:49:20Cómo elegir la fijación insertable adecuada para un proyecto
El plástico se utiliza para la fabricación de una gran variedad de componentes en todos los sectores. Ello es debido a que aporta diversas ventajas que no podemos conseguir con otro tipo de materiales, como puede ser su ligereza, bajo coste, alta eficiencia en la producción, mayor facilidad a la hora de fabricar piezas complejas, variedad de colores, etc. En muchas ocasiones, estas piezas plásticas necesitan un roscado para poder atornillar una pieza, y aquí es dónde acostumbra a surgir el problema, ¿qué sucede si se realiza un roscado sobre el plástico?
Soluciones para insertos roscados en plástico
Son muchas las empresas que llaman buscando una solución alternativa cuando se tiene que realizar roscado directamente en una pieza de plástico. Es debido a que las roscas plásticas se deterioran con gran facilidad, y tras haber apretado o aflojado unas cuantas veces los tornillos, éstas dejan de realizar su función. Lo que en algunos casos puede significar una devolución del equipo completo por un punto tan básico como es una rosca.
Insertos roscados para plástico comercializados por Aerotécnica
Para este tipo de aplicaciones, en Aerotécnica ofrecemos los insertos roscados para plástico, principalmente fabricados en latón; aunque también hay opciones en aluminio. Este tipo de insertos están roscados internamente y están diseñados con un dentado exterior para asegurar una unión resistente y segura entre el inserto y el plástico. De este modo, se consigue un roscado resistente en un material blando como el plástico. Pueden diferenciarse 3 grupos de insertos en función de la forma de montaje.
Montaje en el proceso de inyección del plástico: los insertos se montan en el molde antes de realizar la inyección del plástico, por lo que, una vez enfriada la pieza, ya incluye el inserto roscado.
Montaje por presión: los insertos se montan después de tener la pieza plástica fabricada. En el plástico hay un orificio previo con las dimensiones correspondientes para poder montar el inserto por simple presión. Este tipo de insertos tienen unas ranuras en el lateral que permiten su expansión cuando se rosca el tornillo; obteniendo así una fijación entre el inserto y el plástico de alta resistencia.
Montaje por calor o ultrasonido: al igual que en el anterior modelo, el montaje se realiza una vez la pieza plástica está fabricada. El inserto se monta aplicando calor sobre este o mediante el sistema de ultrasonido. También es necesario tener un orificio previo.
Para el sector del automóvil, este tipo de insertos puede fabricarse con PPAP.
¿Tienes dudas? Contacta con nosotros
https://www.aerotecnica.es/wp-content/uploads/2019/09/Insertos-para-Plástico-tipo-CM_Aerotécnica.jpg600600Aerotécnica Grupo Hastinikhttps://www.aerotecnica.es/wp-content/uploads/2022/10/logo_aerotecnica-4.svgAerotécnica Grupo Hastinik2022-11-24 13:41:282023-05-16 13:43:34Insertos Roscados para Plástico
A continuación pueden encontrar algunas de las preguntas más frecuentes que recibimos por parte de nuestros clientes sobre nuestros insertos PEM® y su modo de instalación.
¿Puede instalarse una fijación autoinsertable con un martillo o alguna herramienta similar?
No, las fijaciones insertables PEM® deben instalarse aplicando presión constante. De este modo, si la instalación del inserto tiene lugar mediante golpes, esto podría dar lugar a un flujo del material de la chapa inadecuado, quedando el inserto mal instalado, y por lo tanto, no cumpliendo la resistencia a torsión y extracción necesarios. Para evitar este tipo de problemas, disponemos de prensas insertadoras Pemserter y Haeger, las cuales están diseñadas para la instalación de este tipo de insertos.
Si solamente disponemos de acceso por uno de los lados del taladro, ¿puede instalarse un inserto PEM®?
Si no se tiene acceso por ambos lados del taladro o panel, no es posible instalar una fijación insertable. Esto se debe a que para su instalación, se emplea un punzón que es el que aplica la fuerza sobre el inserto por uno de los lados, y un yunque, que se encuentra al otro lado y que sirve de soporte y orientación del inserto durante la instalación.
En estos casos, si el elemento de fijación que se necesita es una tuerca, tendríamos que utilizar tuercas remachables, ya que estas solamente requieren de acceso por uno de los lados para su instalación.
¿Es necesario un equipamiento especial para la instalación de las fijaciones insertables?
No, este tipo de insertos pueden instalarse con cualquier máquina la cual aplique presión constante y con la fuerza adecuada sobre el inserto. Sin embargo, cuando el cliente está buscando precisión y rapidez, lo ideal es que utilice alguna de nuestras prensas para insertar Pemserter o Haeger. Dentro de la amplia gama de prensas insertadoras, podrá elegir la prensa que mejor se adapte a sus necesidades y a la vez, que le garantice un valor añadido de cara a futuros proyectos.
¿Sufre el inserto alguna deformación durante el proceso de instalación?
No. Las fijaciones autoinsertables no sufren ninguna deformación cuando se instalan, sino que su diseño y dureza provocan un desplazamiento del material de panel, quedando instaladas de forma adecuada y con una alta resistencia a torsión y extracción.
¿A qué distancia puede instalarse un inserto respecto a otro?
La distancia de instalación entre dos insertos PEM® se calcula del siguiente modo:
Distancia de instalación entre insertos = Distancia mínima de instalación respecto al borde del panel (C/L) + Radio del segundo taladro de montaje
¿Existe alguna fijación autoinsertable que garantice un sellado hermético al agua?
Sí, estos son el grupo de insertos denominamos como CH. Este tipo de pernos y separadoresinsertables de cabeza oculta se han de instalar en un taladro ciego, lo que da lugar a la hermeticidad deseada para cualquier tipo de fluido o gas. Para el resto de insertos no se garantiza una hermeticidad del 100%.
¿Antes de especificar el tipo de fijación autoinsertable a utilizar, existe algún espesor máximo de chapa a partir del cual debería preocuparse?
Generalmente, no hay un espesor máximo de chapa especificado. Sin embargo, como consecuencia de su diseño y función especial, algunos insertos sí especifican una rango de espesores el cual si requiere de un espesor máximo límite. Ejemplo de ello son los pernos insertables para chapa de inoxidable tipo FH4.
Algunas fijaciones insertables tienen cabeza hexagonal. ¿Es necesario realizar un punzonado hexagonal para instalar este tipo de insertos?
Algunas fijaciones PEM®, como pueden ser los separadores insertables o las tuercas insertables enrasadaspor ambas caras del panel, tienen cabeza hexagonal pero no hay que realizar un punzonado hexagonal, sino que hay que realizar un taladro redondo como con el resto de insertos. La ventaja de disponer de una cabeza hexagonal es que se consigue una mayor resistencia a torsión.
¿Qué sucede si un inserto es instalado más cerca del borde de la chapa de lo recomendado en su ficha técnica?
Si no se respeta la distancia mínima de inserción respecto al borde de la chapa, cota C/L, indicada en las fichas técnicas de los insertos de PennEngineering, el panel podrá sufrir pandeos y deformaciones indeseadas. Además, estos pandeos y deformaciones darán lugar a una fijación incorrecta en el panel del inserto, no cumpliendo así las resistencias a torsión y extracción que tendría en condiciones normales.
Tengo un chasis de chapa fina donde hay que instalar unas fijaciones insertables PEM®, ¿Hay que utilizar algún tipo de autoinsertable especial?
Cuando se va a trabajar con una chapa de espesor reducido, es probable que no podamos utilizar el inserto estándar que se utiliza para espesores mayores. En estos casos, PennEngineering® a diseñado algunos insertos para poder instalar en este tipo de chapas, y que se indican a continuación.
Perno insertable tipo TFH: perno de cabeza reducida para paneles de 0,51 mm en adelante. Sin embargo, para el perno insertable FH de M3 el espesor mínimo es de 1 mm.
Tuerca insertable SMPS: tuerca para chapa de 0,64 mm en adelante. Sin embargo, la tuerca insertable S tiene que instalarse en paneles de 0,8 mm en adelante para las métricas 2.5, 3 y 3.5.
Separador insertable TSO: separador para chapa de 0,63 mm en adelante. Sin embargo, los saparadores SO son adecuados para paneles de 1 mm en adelante para M3
Cuando se va a utilizar una fijación insertable, ¿cuáles son los requerimientos del panel?
Generalmente, hay dos requerimientos básicos. En primer lugar, el material del panel tiene que ser más blando que el inserto, permitiendo así una inserción adecuada. De este modo, podemos diferenciar 3 tipos de insertos dependiendo del tipo de material del panel. Si el panel es de aluminio o acero, podremos elegir entre los insertos de aluminio, acero o acero inoxidable de la serie 300. Si el panel fuese de acero inoxidable, nos tendríamos que ir a los insertos de acero inoxidable de la serie 400, que tiene una mayor dureza y que por lo tanto permite una inserción adecuada en el panel. Por último, si el panel fuese una placa de circuito impreso, tendríamos que elegir entre la fijaciones insertables o soldables por SMD para PCB.
Por otro lado, hay que tener en cuenta el espesor mínimo del panel, ya que si el espesor del panel es inferior al mínimo indicado en la ficha técnica del inserto, este no quedaría bien instalado. Por lo general, para la mayoría de los insertos el espesor mínimo de panel es de 0.8-1 mm, pero PennEngineering a diseñado unos insertos para espesores de panel reducidos, siendo en algunos casos el espesor mínimo de tan solo 0,5 mm.
¿Qué tipo de insertos PEM® pueden instalarse satisfactoriamente en chapas de acero inoxidable?
Si la chapa con la que vamos a insertar el insertos es de acero inoxidable, tenemos que elegir entra las fijaciones PEM® diseñadas específicamente para este tipo de paneles. Estos son los pernos insertables tipo FH4, las tuercas insertables tipo SP y los separadores insertables tipo SO4/BSO4 todos estos de acero inoxidable de la serie 400, los cuales tienen una mayor dureza y por lo tanto obteniendo así una adecuada instalación en un panel duro como es el caso de las chapas inoxidables. Además, existen algunas fijaciones las cuales son remachadas en lugar de insertables, lo que permite también usarlas en este tipo de paneles, como son los pernos remachables SGPC , los tornillos imperdibles SCBR y los tornillos imperdibles remachables PF11MF/PF11MW.
En una fijación insertable PEM®, ¿qué es lo que fija el inserto a la chapa?
La fijación del inserto a la chapa viene dada por la presión constante aplicada sobre este con una prensa insertadora, provocando el desplazamiento de material de la chapa a través de la parte moleteada del inserto y obteniendo de este modo una fijación resistente tanto a esfuerzos a torsión como a esfuerzos axiales.
Una vez que un inserto PEM® está instalado, ¿puede aflojarse dando lugar a holguras y/o rotación al aplicarles un alto momento?
Las fijaciones PEM® no se aflojan a no ser que se apliquen unos esfuerzos y momentos superiores a los establecidos en la ficha técnica del inserto. Por lo general, los esfuerzos que el inserto tiene que soportar durante su vida de funcionamiento son notablemente inferiores a los garantizados. De hecho, aunque el roscado de este tipo de insertos es muy resistente, se produciría una deformación de este antes de que el inserto pudiese rotar sobre la chapa.
En algunas ocasiones, hay clientes que reclaman la caída de alguno de nuestros insertos. Prácticamente en la totalidad de estos casos, la caída del inserto viene causado por alguno de los siguientes motivos:
El taladro se ha realizado fuera de las tolerancias indicadas
No se ha aplicado la fuerza correcta durante la instalación
No se ha utilizado la herramienta correcta para su instalación, es decir, no se ha aplicado una presión constante sobre el inserto
Se está utilizando un inserto inapropiado para la aplicación. Por ejemplo, se tiene una chapa inox y se está usando un separador insertable inoxidable, pero de la serie 300 (BSOS/SOS), sin embargo el correcto para esta tipo de chapa es el separador insertable inoxidable de la serie 400 (BSO4/SO4)
Se están utilizando insertos de inferior calidad y con peor diseño que los de la marca PEM®
¿Tienes dudas? Contacta con nosotros
https://www.aerotecnica.es/wp-content/uploads/2016/04/Fijaciones-Insertables-Con-logo-de-PEM.jpg600600Aerotécnica Grupo Hastinikhttps://www.aerotecnica.es/wp-content/uploads/2022/10/logo_aerotecnica-4.svgAerotécnica Grupo Hastinik2018-06-07 15:51:332023-05-16 13:45:49Preguntas frecuentes sobre fijaciones insertables
A continuación mostramos algunas de las preguntas más frecuentes que recibimos sobre nuestras guías telescópicas y guías de movimiento lineal de Accuride®. Si su duda no queda resuelta o no aparece entre estas, puede ponerse en contacto con nosotros.
¿Qué tipo de correderas telescópicas Accuride® pueden emplearse en aplicaciones donde se ha de trabajar a altas temperaturas?
Disponemos de varios diseños de correderas telescópicas, tanto unidireccional, como bidireccional o de movimiento lineal, las cuales no disponen de ningún componente plástico, y por lo tanto pueden soportar temperaturas de entre -20ºC y 110ºC. Estas son:
DFG115-CASSMA: corredera de fricción con ajuste manual
DFG115-CASSAA: corredera de fricción con ajuste automático
En cuanto al resto de correderas telescópicas, incluidas las que tienen algún componente plástico, pueden trabajar en un rango de temperaturas de entre -20ºC y 70ºC.[/toggle]
¿Pueden instalarse nuestras correderas telescópicas y correderas lineales Accuride horizontalmente?
En algunas aplicaciones, se requiere que las guías se instalen de forma horizontal. Por ello, a pesar de que no todas las correderas puede utilizarse horizontalmente, existen varias series, las cuales están diseñadas para poder trabajar de este modo. Para estos casos, la capacidad de carga se ve reducida hasta el 30%, el 25% o incluso 20% de su capacidad total, dependiendo del tipo de corredera. En la ficha técnica de cada una de las correderas telescópicas unidireccionales, puede encontrarse la imagen mostrada abajo, la cual indica que esa guía puede instalarse de forma horizontal pero su capacidad carga se reduce al 25%, según lo indicado (Ejemplo: DZ2028).
Correderas de movimiento lineal Accuride con opción de montaje horizontal:
¿A qué distancia tienen que instalarse las correderas para que trabajen de la forma más óptima?
Cuando hablamos de la distancia a la que pueden instalarse las guías Accuride, no estamos refiriendo a la separación entre las dos guías de un mismo juego. De este modo, cada juego de guías puede instalarse a la distancia deseada para cada aplicación, pero la capacidad de carga y su funcionamiento óptimo se obtienen cuando estas están instaladas a una distancia de 450 mm una de otra. En aquellas aplicaciones en las cuales la separación necesaria sea notablemente superior a 450 mm, las guías podrían tener un rendimiento inferior que podrá dar lugar a una vida útil inferior. Además, si la anchura del armario es muy elevada, podría dar lugar a oscilaciones durante el ciclo de apertura y cierre de las guías, lo que daría lugar a que estas no funcionen paralelamente, pudiendo dañar de este modo los cojinetes de bolas y por lo tanto empeorando la calidad de deslizamiento.
Para cajones con un ancho superior a 450 mm, se recomienda que se pongan en contacto con nuestro departamento técnico, para así determinar la corredera más adecuada para su aplicación.
Importante destacar, que disponemos de algunas correderas telescópicas, las cuales están diseñadas para aplicaciones donde se tiene un ancho de cajón de hasta 1000 mm. A continuación se indican algunas de ellas, entre otras:
¿Qué correderas telescópicas Accuride son adecuadas para aplicaciones donde se requiere cierta resistencia a la corrosión?
Existen diversas correderas como son las de aluminio (DA), las de acero inoxidable (DS), las de acero inoxidable con acabado de mayor resistencia (DH) y las de acero con electroplatinado y revestimiento mineral
orgánico (DP), las cuales son adecuadas para aplicaciones donde las guías están expuestas a ambientes húmedos. Ejemplo de este tipo de aplicaciones puede ser el mobiliario inoxidable relacionado con la alimentación (mobiliario para cocinas de hoteles y restaurantes, mobiliario de pastelerías y panaderías, etc.), maquinaria de lavado de productos, equipos de medicina, entre otras.
Dentro de este grupo de correderas resistentes a la corrosión, podemos diferenciar diferentes guías considerando el número de horas de resistencia a la aparición de óxido blanco, y por lo tanto, teniendo en cuenta el acabo de estas. De este modo, podemos diferenciarlas teniendo en cuenta los siguientes prefijos:
DZ: acabado electrogalvanizado y pasivado azul. Tras realizar el test de niebla salina, se garantiza que no aparecerá óxido blanco hasta pasadas 12 horas de exposición. Es el acabado de menor resistencia a la corrosión de nuestras guías telescópicas y lineales.
DB: acabado electrogalvanizado y pasivado negro. Tras realizar el test de niebla salina, se garantiza que no aparecerá óxido blanco hasta pasadas 24 horas de exposición.
DH: acabado con mayor resistencia. Tras realizar el test de niebla salina, se garantiza que no aparecerá más de un 5% de óxido blanco tras pasar las 96 horas de exposición. Este 5% de óxido no afectará en ningún momento al funcionamiento de la corredera.
DP: acabado pasivado de alta resistencia. Tras realizar el test de niebla salina se garantiza que no aparecerá más de un 5% de óxido blanco tras pasar las 500 horas de exposición, por lo que es la guía de mayor resistencia a la corrosión. Este 5% de óxido no afectará en ningún momento al funcionamiento de la corredera.
Una vez sabido esto, podemos destacar las siguientes guías telescópicas con elevada resistencia a la corrosión.
DS2728: corredera de inoxidable; 75% de extensión y 20 Kg
DS0115RC: corredera lineal con pista de inoxidable; 30 Kg
DH3832: corredera con acabado para corrosión ; 100% de extensión y 50 Kg
DA5321: corredera de aluminio; +100% de extensión y 50 Kg
DS2028: corredera de inoxidable; 75% de extensión y 65 Kg
DA4190: guía y sistema de inclinación de aluminio
DS0330: corredera de inoxidable; 100% de extensión y 65/80 Kg
DS0305: corredera de inoxidable; +100% de extensión y 70 Kg
DS3031: corredera de inoxidable; 100% de extensión y 80 Kg
DS3557: corredera de inoxidable; +100% de extensión y 90 Kg
DS5322: corredera de inoxidable; +100% de extensión y 120 Kg
DA0115RC: corredera lineal con pista de aluminio; 130 Kg
DS5321: corredera de inoxidable; +100% de extensión y 180 Kg
DP9301-E: corredera de inoxidable; +100% de extensión y 272 Kg
DA4160: corredera de aluminio; 100% de extensión y 300 Kg
DA0116RC: corredera lineal con pista de aluminio; 360 Kg
DA4120: corredera de aluminio; 75% de extensión y 550 Kg
DA4140: corredera de aluminio; 100% de extensión y 600 Kg
En el montaje de las correderas telescópicas Accuride, ¿qué espacio lateral es necesario para que las guías trabajen correctamente?
Cuando queremos montar una guía telescópica en su posición natural, es decir, en vertical, muchas veces surge la duda de qué distancia lateral hay que dejar entre el cajón y el armario, para que la guía funcione correctamente
Para cualquiera de las guías Accuride, es necesario disponer a cada lado del cajón un espacio que equivale al espesor de la guía más 0,5 mm. En el siguiente video se explica en detalle.
¿Tienes dudas? Contacta con Nosotros
https://www.aerotecnica.es/wp-content/uploads/2016/04/Guías-Telescópivas-y-lineales-Con-logo-de-Accuride.jpg600600Aerotécnica Grupo Hastinikhttps://www.aerotecnica.es/wp-content/uploads/2022/10/logo_aerotecnica-4.svgAerotécnica Grupo Hastinik2018-06-05 15:36:532023-05-16 13:42:06Preguntas frecuentes sobre guías telescópicas y guías lineales